Главная страница / Товары / Роботизированная установка лазерной наплавки LC-70R-60A





Роботизированная установка лазерной наплавки LC-70R-60A
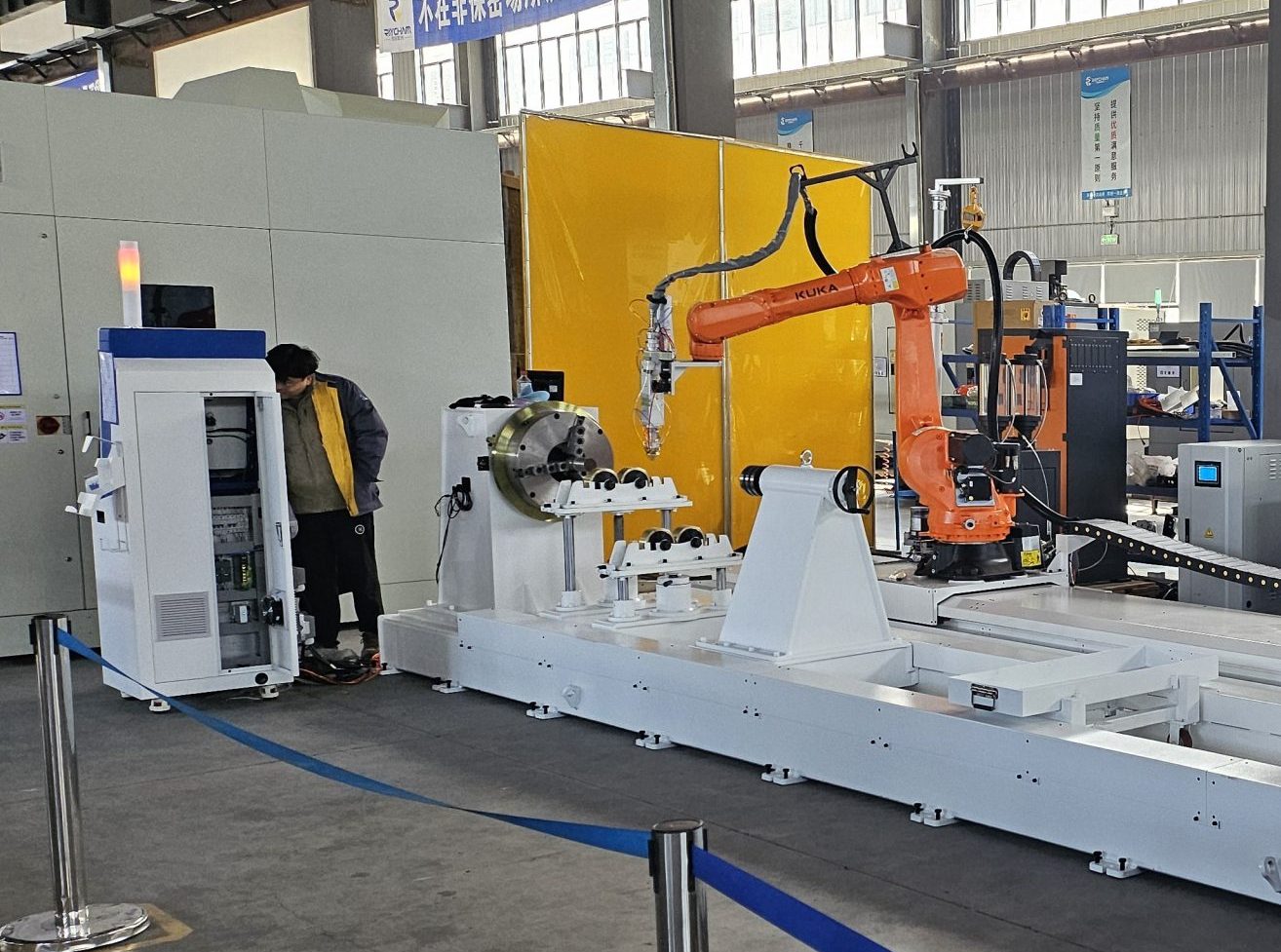
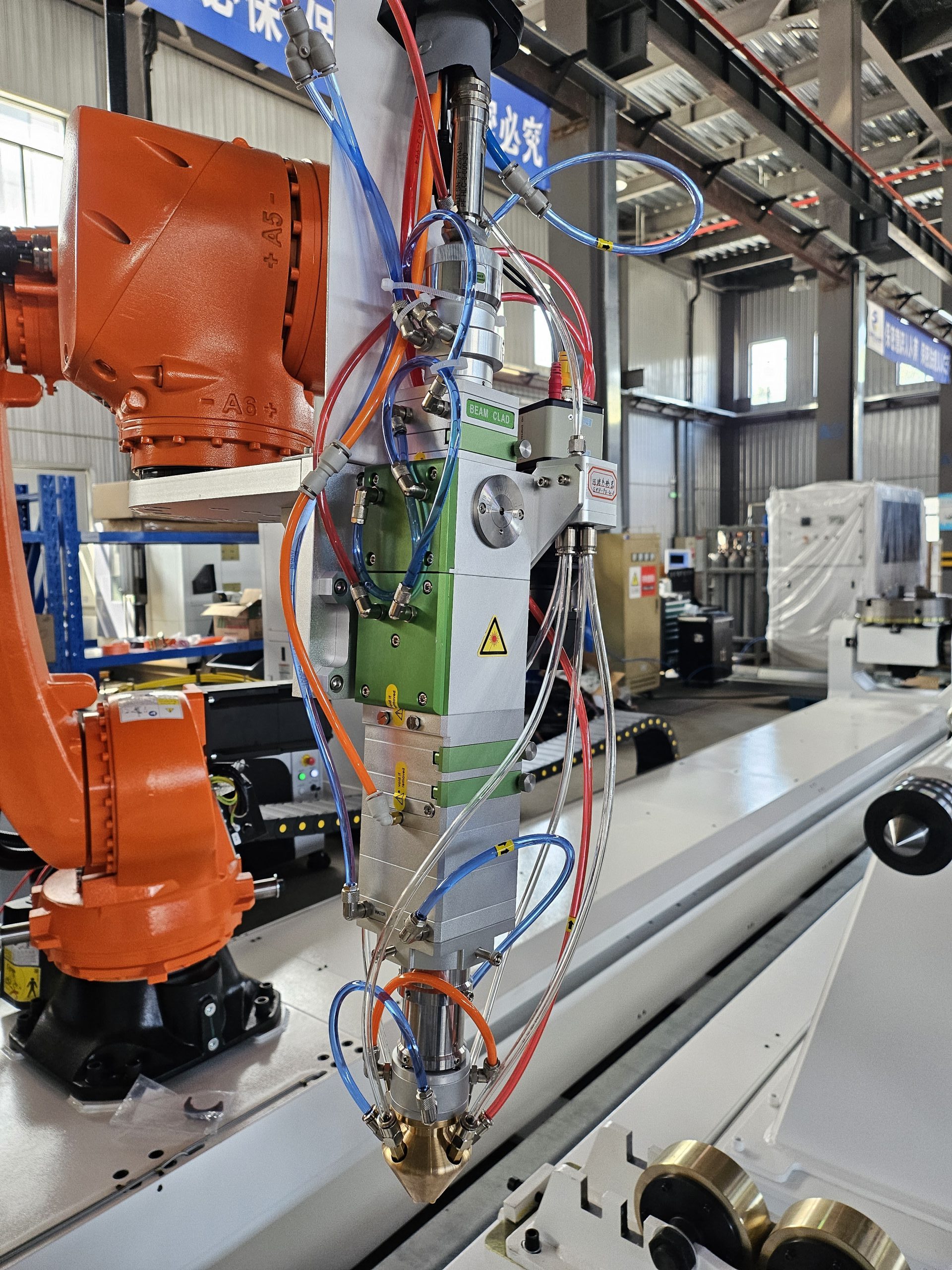
Роботизированная установка лазерной порошковой наплавки Raycham LC-70R-60A
производства компании Raycham Laser Technology Co., Ltd. предназначена для автоматической лазерной порошковой наплавки поверхностей металлических деталей различной конфигурации (валов, цилиндров, штоков, конусов, спиралей, лопаток и т.п.). Роботизированный манипулятор KUKA KR70 R2100 с линейной осью перемещения и двухосевой наклонно-поворотный позиционер (вращатель) с планшайбой, задним прижимным центром и роликовыми опорами смонтированы на жестких сварных платформах. В качестве рабочего инструмента используется лазерная головка для порошковой наплавки Raytools, работающая в связке с иттербиевым волоконным лазером VPG мощностью 6000 Вт производства VPG LaserOne (бывш. IPG IRE-Polus — ООО НТО «ИРЭ-Полюс») и порошковым двух-колбовым питателем собственного производства.
Лазерная наплавка: технология, преимущества и применение
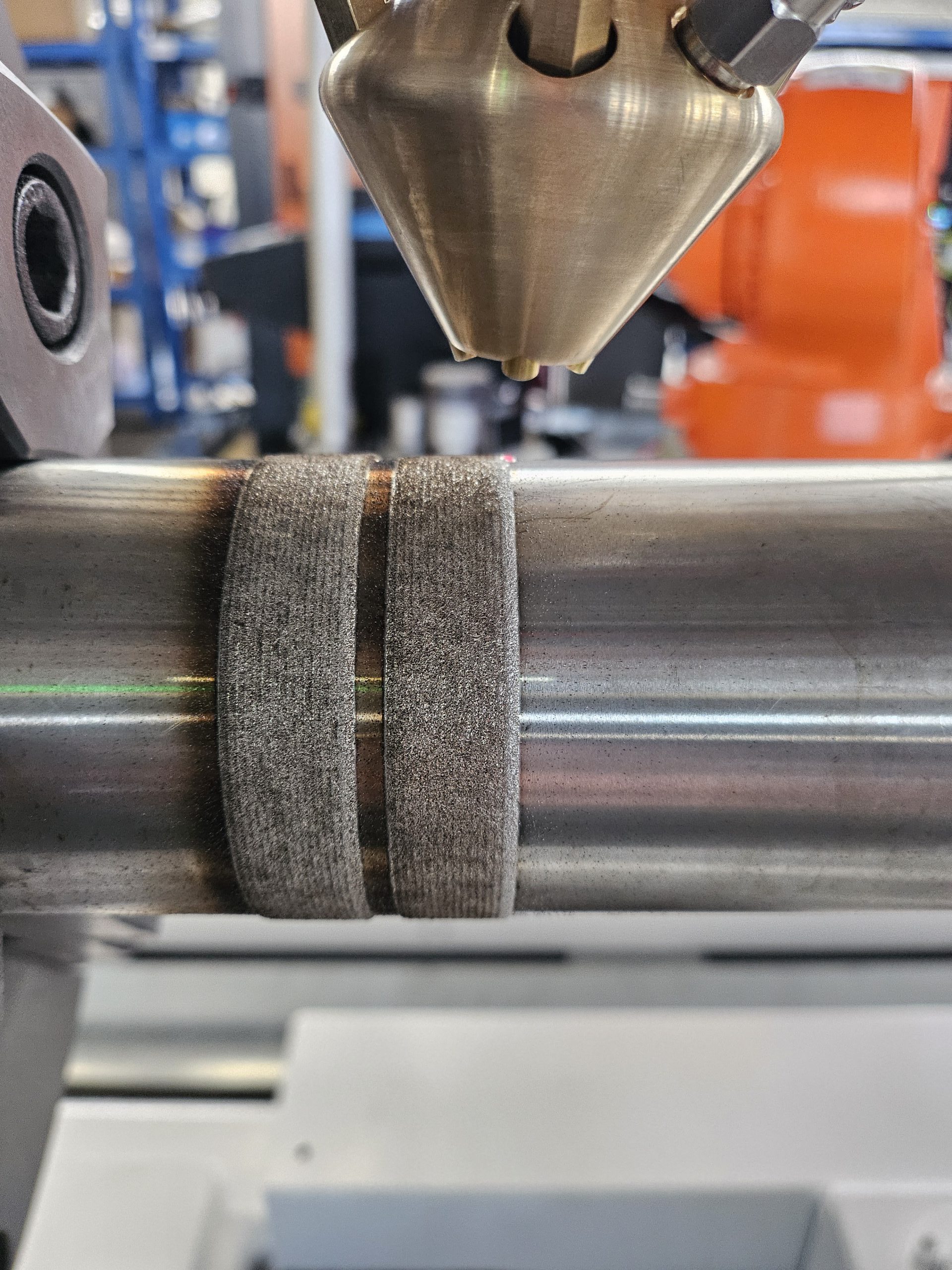
Лазерная наплавка — современный метод восстановления и упрочнения поверхностей, при котором материал наносится с помощью лазерного луча. Технология активно применяется в промышленности для ремонта деталей, создания функциональных покрытий и прототипирования.
Что такое лазерная наплавка
Это процесс нанесения материала на поверхность детали посредством лазерного излучения, которое создаёт ванну расплава. В неё подаётся присадочный материал — порошок или проволока. В результате формируется слой с заданными свойствами: повышенной твёрдостью, износостойкостью или коррозионной стойкостью.
Ключевые преимущества лазерной наплавки
- Минимальное тепловое воздействие
- Узкая зона термического влияния (менее 100 мкм).
- Отсутствие деформаций и структурных изменений в основной детали.
- Быстрый локальный нагрев и охлаждение.
- Высокая точность обработки
- Чёткое управление толщиной слоя (от 0,05 до 3 мм за проход).
- Локальное нанесение материала (точечно или по контуру).
- Автоматизированный контроль параметров процесса.
- Прочное соединение слоёв
- Отличная адгезия наплавленного материала к основе.
- Минимальное перемешивание с основным металлом (не более 1 %).
- Равномерная структура покрытия без пор и трещин.
- Гибкость в выборе материалов
- Применение различных порошковых композиций, включая твёрдые сплавы.
- Создание градиентных покрытий с комбинированными свойствами.
- Возможность легирования для улучшения характеристик поверхности.
- Работа со сложными геометриями
- Обработка внутренних поверхностей, канавок и кромок.
- Восстановление деталей сложной формы без демонтажа.
- Наплавка на крупногабаритные изделия.
- Экономическая эффективность
- Минимальный расход присадочного материала.
- Сокращение времени простоя оборудования.
- Восстановление изношенных деталей вместо замены новыми.
- Снижение затрат на механическую обработку (малые припуски).
- Экологичность процесса
- Использование инертных газов (аргон, гелий) без вредных выбросов.
- Локальность воздействия (нет общего нагрева детали).
- Минимизация отходов производства.
- Высокая производительность
- Скорость наплавки — до 20 мм/с.
- Возможность автоматизации (роботизированные комплексы).
- Быстрое восстановление деталей.
Где применяется лазерная наплавка
Технология востребована в таких отраслях, как:
- машиностроение (ремонт валов, шестерён, подшипников);
- авиационная промышленность (восстановление лопаток газотурбинных двигателей);
- нефтегазовая отрасль (ремонт насосов, трубопроводов);
- судостроение (восстановление корпусов и морских конструкций);
- энергетика (ремонт турбин, генераторов, котлов);
- медицина (создание и восстановление имплантатов).
Почему выбирают лазерную наплавку
Этот метод позволяет:
- сохранить исходные свойства детали (без предварительного нагрева или отпуска);
- восстановить первоначальные размеры изношенных элементов;
- улучшить характеристики поверхности (твёрдость до 70 HRC);
- работать с различными материалами (металлы, сплавы, керамика, композиты);
- сократить затраты на закупку новых деталей и время простоя оборудования.
Лазерная наплавка — это эффективное решение для предприятий, стремящихся оптимизировать производственные процессы, снизить издержки и продлить срок службы оборудования.
| Общие характеристики | |
| Габариты обрабатываемых деталей | |
| Диаметр, мм
|
10…600 (10…250 мм для горизонтальной оси, до 600 мм для вериткальной оси) |
| Длина, мм | 6000 (горизонтальная ось) |
| Высота, мм | 800 (вертикальная ось) |
| Вес, кг | 2000 (горизонтальная ось)
500 (вертикальная ось) 150 (детали под 3D наплавку) |
| Габариты установки без периферийного оборудования, Ш х Д х В, мм | 2200 х 7320 х 3200 |
| Позиционер с горизонтальной осью вращения | |
| Кол-во управляемых осей и диапазон поворота | 1: A 0O…360On (бесконечное вращение) |
| Ось вращения А с задней бабкой
Максимальная грузоподъемность без роликовых опор, кг |
2000 (макс. скорость вращения 30 об/мин) |
| Роликовые опоры | 2 шт., механические, с ручным приводом перемещения |
| Максимальная грузоподъемность по оси А, включая роликовые опоры, кг | 6000 |
| Максимальная длина заготовки по оси А, мм | 6000 |
| Максимальный диаметр заготовки по оси А, мм | 250 (трех-кулачковый патрон диам. 320 мм) |
| Сервопривод на вращение | KUKA |
| 2-х осевой наклонно-поворотный позиционер | |
| Кол-во управляемых осей и диапазон поворота | 2: C 0O…360On (бесконечное вращение)
B 0O…90O |
| Максимальная грузоподъемность по вертикальной оси С, кг | 500 |
| Максимальная скорость вращения по оси С, об/мин. | 50 (при нагрузке 500 кг) |
| Максимальная скорость вращения наклонной оси B, об/мин | 10 |
| Максимальная грузоподъемность оси B (3D наплавка), кг | 150 |
| Макс. диаметр заготовки, мм | 600 (трех-кулачковый патрон диам. 630 мм) |
| Сервоприводы на вращение и наклон | KUKA |
| Робот-манипулятор | |
| Марка, модель | KUKA KR70R2100 |
| Досягаемость (радиус), мм | 2101 |
| Контроллер | KUKA KRC4 |
| Грузоподъемность, кг | 70 |
| Ось линейного перемещения, м | 6
|
| Лазер | |
| Марка, модель | VPG, YLS-6000-U (Россия) |
| Тип | Иттербиевый волоконный |
| Длина волны, нм | 1070 |
| Выходная мощность, Вт | 6000 |
| Диаметр жилы выходного волокна, мкм | 400 |
| Порошковый питатель | |
| Марка, модель | Raycham, RC-PGF-D |
| Тип | Двухколбовый с числовым управлением расходом |
| Регулировка расхода, г/мин | 4-200 |
| Объем колб, л | 5 |
| Фракция порошка, мкм | 80…250 |
| Оптическая головка | |
| Марка, модель | Raytools, BC106 |
| Сопловые насадки | Коаксиальная, четырехсторонняя |
| Фокусные расстояния, мм | 100/300 |
| Подключения | |
| Электричество | 3 фазы, 50 Гц, 60 кВт |
| Воздух | до 10 бар, расход до 50 л/мин |
| Аргон | 2 линии до 10 бар, расход до 30 л/мин |
Комплектация:
| Наименование | Кол-во |
| Промышленный робот-манипулятор KUKA KR70 R2100 | 1 |
| Линейная направляющая для перемещения робота. Длина 6000 мм. | 1 |
| Позиционер c горизонтальной осью вращения г/п=2000 кг с холостой задней бабкой и 2-мя холостыми опорными съемными люнетами. Длина устанавливаемой детали до 6000 мм. | 1 |
| 2-х осевой наклонно-поворотный позиционер г/п=500 кг на вертикальную ось | 1 |
| Лазерная оптическая головка Raytools, BC106 (Коаксиальная и 4х сторонняя сопловая насадки) | 1 |
| Порошковый питатель Raycham для лазерной наплавки c 2-мя колбами | 1 |
| Иттербиевый волоконный лазер VPG YLS-6000-U (мощность 6 кВТ) | 1 |
| Чиллер двухконтурный вода-воздух Tongfei MCWL-120DTR | 1 |
| Шкаф управления Raycham с графической панелью управления с интерфейсом Raycham на базе контроллера Siemens S7-1200, язык интерфейса русский | 1 |
| ПО для оффлайн программирования SprutCAM СПРУТ САМ (лицензия SprutCAM 17 в конфигурации «Робот», лицензия модуль «Наплавка» для SprutCAM 17, постпроцессор). 3D модель установки для функционирования CAM ПО. | 1 |
Вам также могут подойти




- Остались вопросы или нужна помощь в выборе?
*Нажимая на кнопку, вы соглашаетесь
с политикой конфиденциальности